




三菱PLC编程实例:数控机床PLC两轴联动控制简析
三菱PLC编程实例:数控机床PLC两轴联动控制简析
时间:2016-03-29 来源:未知 作者:admin 点击:8170次
摘要:通过实例介绍三菱PLC运动控制模块FX2N-20GM在两轴联动控制的具体控制方案,解决复杂工件的加工。该控制程序设计逻辑简单、可移植性高,并可推广到多轴联动的场合,因而易于在机械加工领城中广泛使用。(三菱PLC两轴联动控制、FX2N-20GM实例)
许多复杂的零件部件在加工时,由于外形比较复杂(如发动机壳体、曲轴等),单轴车床往往满足不了加工条件,这就需要利用多轴联动数控车床。
而这类加工的控制过程需要用到一些数控程序,在当代工业控制领域中,PLC一直拥有不可比拟的优越性,而工业控制水平的日趋提高也给PLC提出了更高的控制要求。在这样大环境下,许多人开始致力于PLC特殊功能模块的开发、研究工作。本文介绍的FX2N-20GM便是三菱公司针对数控机床X,Z轴的运动专门研制的定位模块。其高度的针对性为简化程序设计和提高加工梢度都提供了很大的便利。
本次实例使用到的是三菱FX2N-80MT PLC及其特殊功能模块FX2N-20GM, HJD-4试验台。该试验台包含控制过程中所需的继电器、高低版触点以及开关、按钮及数控机床1台。数控机床中的步进电机及其驱动器的型号分别是57BYG250E和SH-20806C。
1、运动控制模块简介
PLC通过使用专用的定位控制模块,可以对直线运动、圆周运动的位置,速度和加速度进行控制,也可实现单轴或多轴位置控制,使运动控制与顺序控制有机地结合起来,广泛地用于各种通用机械、专用机床、机器人、电梯等。三菱公司生产的定位控制模块,属于智能I/O模块,其本身就是一个带有微处理器的汁算机系统,有很强的信息处理能力和控制功能,其CPU与PLC本身的CPU并行工作,大大提高了系统的速度和控制功能。
PX2N系列定位控制摸块PX2N-20GM是能够独立进行2轴定位控制的装置,不仅具备定位控制语言、编程控制语言,还其有进行数据处理的功能指令,因此可以独立进行更高级的定位控制。
2、外部接线圈
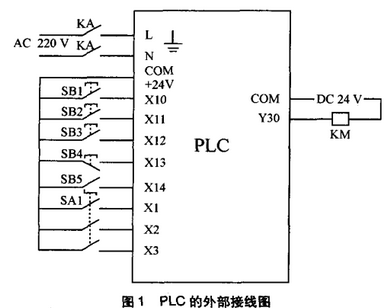
本次实例使用的PLC的外部接线如图1所示。PLC所完成的功能有X,Z两轴单独运动、两轴联动、运动方式选择及复位功能。相对应的功能分配分别是:SA1,动作选择;SB1,两轴联动开始按钮;SB5,两轴联动停止按钮;SB2,前进按钮;SB3,后退按钮;SB4,复位按钮;KM,触点控制总电源开关。
3、硬件设计
两轴联动控制系统原理见图2,控制硬件接线见图3。
许多复杂的零件部件在加工时,由于外形比较复杂(如发动机壳体、曲轴等),单轴车床往往满足不了加工条件,这就需要利用多轴联动数控车床。
而这类加工的控制过程需要用到一些数控程序,在当代工业控制领域中,PLC一直拥有不可比拟的优越性,而工业控制水平的日趋提高也给PLC提出了更高的控制要求。在这样大环境下,许多人开始致力于PLC特殊功能模块的开发、研究工作。本文介绍的FX2N-20GM便是三菱公司针对数控机床X,Z轴的运动专门研制的定位模块。其高度的针对性为简化程序设计和提高加工梢度都提供了很大的便利。
本次实例使用到的是三菱FX2N-80MT PLC及其特殊功能模块FX2N-20GM, HJD-4试验台。该试验台包含控制过程中所需的继电器、高低版触点以及开关、按钮及数控机床1台。数控机床中的步进电机及其驱动器的型号分别是57BYG250E和SH-20806C。
1、运动控制模块简介
PLC通过使用专用的定位控制模块,可以对直线运动、圆周运动的位置,速度和加速度进行控制,也可实现单轴或多轴位置控制,使运动控制与顺序控制有机地结合起来,广泛地用于各种通用机械、专用机床、机器人、电梯等。三菱公司生产的定位控制模块,属于智能I/O模块,其本身就是一个带有微处理器的汁算机系统,有很强的信息处理能力和控制功能,其CPU与PLC本身的CPU并行工作,大大提高了系统的速度和控制功能。
PX2N系列定位控制摸块PX2N-20GM是能够独立进行2轴定位控制的装置,不仅具备定位控制语言、编程控制语言,还其有进行数据处理的功能指令,因此可以独立进行更高级的定位控制。
2、外部接线圈
本次实例使用的PLC的外部接线如图1所示。PLC所完成的功能有X,Z两轴单独运动、两轴联动、运动方式选择及复位功能。相对应的功能分配分别是:SA1,动作选择;SB1,两轴联动开始按钮;SB5,两轴联动停止按钮;SB2,前进按钮;SB3,后退按钮;SB4,复位按钮;KM,触点控制总电源开关。
3、硬件设计
两轴联动控制系统原理见图2,控制硬件接线见图3。
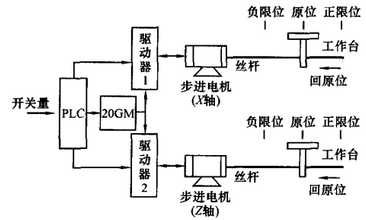
图2
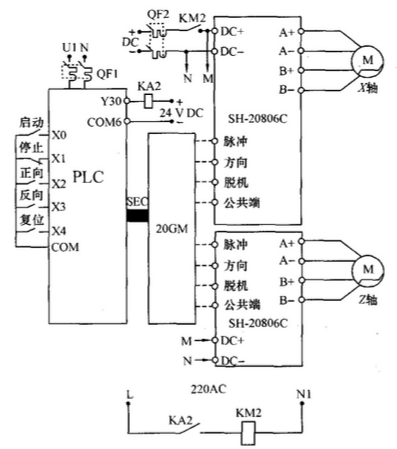
图3
在步进电机、驱动器的主控电路以及PLC外围的继电器KA2和接触器KM2编出线路已接好的情况下,合上自动开关QF1和QF2。将编程电缆连于PLC上,利用PC机上的编程软件“FXGP/WiN-C"向PLC输人PLC控制程序(此时,PLC的状态开关拔向编程位置“STOP” )。将编程电缆连于FX2N-20GM上,利用PC机上的定位软件“FXVPS-E”向FX2N-20GM输入定位程序(此时,20GM的状态开关拔向手动位置“MANU”)。将PLC的状态开关拔向运行位置“RUN”,运行PLC,接触器KM2的主触头闭合,驱动器SH-20806C得电。将20GM的状态开关拔向自动位“AUTO”。按"复位"按钮,X轴与Z轴复位;按“启动”按钮,运行20GM;按“停止”按钮,20GM停止运行。将PLC左下角的拔动开关拔向编程位置“STOP”或PLC断电,接触器KM2的主触头断开,驱动器SH-20806C断电。4、软件设计
X,Z轴的程序设计是针对20GM编制程序的。由PLC发出的数据将通过程序传送到20GM缓冲区BMF中。20GM针对X,Z两轴的运动有专门的缓冲区(BFM#20和BMF#21),每个缓冲区有2个字,即16位的容量,每一位都代表了不同的运动特性,其缓冲区程序位设置格式如图4所示。20号缓冲区设置同步2轴和X轴的运行方式,21号缓冲区设置Y轴的运行方式。
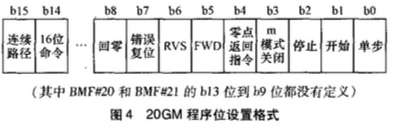
图5是程序实例。图中,M8000是当PLC得电的时候处于得电状态,PLC失电时触点同时断电。M8000控制的两条TO指令是特殊功能摸块写数据指令,是PLC对特殊功能模块缓冲器BFM写入数据的指令,该指令的含义是,当M8000得电时,将PLC的K4M10(M10...M25)16位和K4M30(M30...M45)16位为传送源数据传送至2号单元中特殊功能模块的BMF20和BMF21号中,传送字数各1个。
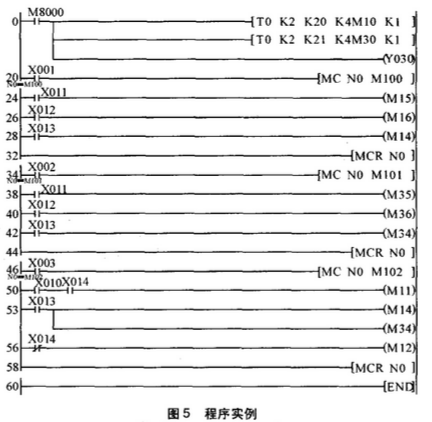
FX2N-20GM把对数控机床的轴动作方式划分成缓冲区内不同的位,针对不同动作方式,我们的设计程序中只需将该位置位即可,这大大简化了程序的逻辑关系,为设计者和使用者都提供了便利。
5、结论
该设计其有以下特点:
1) 程序逻粉简单
由于特殊模块的完全针对性,数控机床所有轴动作都囊括在缓冲区的每一位中,如果需要对其中一种路径进行动作,只需要将该位置位,所有的路径处理都将在FXVPS-E中完成,便于程序的理解。
2) 可移植性高
在不影响本身逻辑关系和程序设计的情况下,该程序的完位设计让它可以随意加入数控机床其他控制的程序之中。
3) 根据复杂零部件曲面形式,通过对数控机床、刀具、夹具及等加工过程映射构建,可以仿真多轴联动数控加工环境。
综合考虑,该设汁具有维护性强、操作稳定的优点,其应用可以大大的降低投资成本,宜被推广采川。
本页关键词:三菱PLC编程实例,三菱PLC两轴联动控制,FX2N-20GM实例